Caustic embrittlement is a form of material degradation that primarily affects metals and their alloys, particularly in environments exposed to concentrated caustic solutions (alkaline conditions), at elevated temperature. This phenomenon is especially prevalent in industries where metals are in contact with substances like sodium hydroxide (NaOH) or potassium hydroxide (KOH). It can lead to unexpected failure or fracture of components, posing serious risks in terms of safety and operational efficiency.
On December 7, 2009, a vessel at the NDK Crystal facility in Belvidere, Illinois, experienced a violent rupture, occurring 120 days into a 150-day operating cycle. A white cloud of steam and debris quickly expanded outward from the facility, spreading onto the interstate before dissipating within seconds. The explosion resulted in one fatality when a member of the public was struck by flying debris, and another individual sustained minor injuries. Six employees from NDK Crystal were present in the production area at the time of the incident but were unharmed. The failure was determined to be caused by caustic embrittlement.
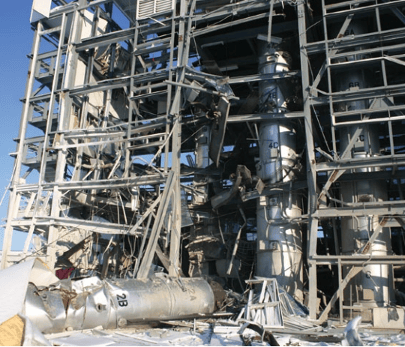
Figure 1 – NDK Crystal in Belvidere, Illinois incident.
Caustic embrittlement can be a particular issue in industries that involve high-pressure systems, such as boilers, pressure vessels, and piping systems in power plants, chemical manufacturing, and other sectors that handle caustic materials. The phenomenon can affect numerous material types including carbon steel, low alloy steels and 300 series stainless steels. Duplex stainless steels can also be susceptible but have shown improved resistance compared with the 300 series stainless steel. Nickel based alloys are more resistant.
Caustic embrittlement is influenced by several key factors, including caustic strength, metal temperature, and the level of stress present in the system. The caustic concentration plays a major role in the likelihood of embrittlement, as higher concentrations can accelerate cracking. Additionally, the temperature of the metal in contact with the caustic solution and the stress level it is subjected to further increase the vulnerability to cracking. Understanding these factors is crucial for preventing embrittlement, as the conditions that lead to cracking have been well-documented through extensive plant experience. These conditions, which are often detailed in reference charts like Figure 2, offer guidance on the threshold values of caustic strength and temperature beyond which cracking is more likely to occur.
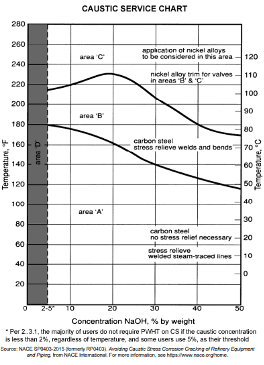
Figure 2 – Recommended operating limits for carbon steel in caustic service
Increasing the concentration of caustic solutions and the operating temperature both contribute significantly to the likelihood and speed of crack formation. As the concentration of caustic increases, the aggressive nature of the solution intensifies, promoting the initiation of cracks in susceptible materials. Likewise, higher temperatures tend to accelerate the cracking process, as heat reduces the material’s resistance to corrosion and increases the rate at which caustic embrittlement progresses. These effects, especially when combined, heighten the overall risk of failure in components exposed to caustic solutions.
It is important to note that cracking can still occur at relatively low caustic concentrations under certain circumstances. When a concentrating mechanism is present, even low concentrations—ranging from 50 ppm to 100 ppm—can lead to the initiation of cracking. Such mechanisms can include localized evaporation, where small volumes of caustic solution become more concentrated due to heat or water loss. In these scenarios, materials that are generally thought to be resistant to embrittlement in low caustic environments may still experience significant cracking if conditions promote the concentration of the caustic solution in localised areas.
Residual Stress
Residual stresses in materials, particularly those caused by welding (especially in non-stress-relieved welds) or cold working (such as bending or forming), are a primary contributor to caustic embrittlement. The high residual stresses from welding or cold working can often exceed the applied stresses from pressure or mechanical loading, making them a more significant factor in the development of caustic embrittlement. In fact, applied stresses, while they can contribute to cracking, are typically less of a concern compared to the intrinsic residual stresses present in welded or cold-worked components.
Crack Propagation and the Impact of Temperature
Once cracking has initiated, the propagation rate of cracks is highly temperature dependent. At elevated temperatures, the rate of crack growth increases dramatically, often resulting in a complete failure of the component in a matter of hours. This is particularly true in situations where the caustic solution is highly concentrated or where factors exist that promote caustic concentration. These concentration-promoting conditions can include alternating wet and dry conditions, localized hot spots, or high-temperature steam-outs. Such conditions can create extreme environments where cracks can propagate rapidly, leading to catastrophic failures if not properly managed.
Considerations for Steam Tracing and Heat Tracing Design
When designing systems that involve steam tracing or heat tracing, special care must be taken to prevent conditions that could lead to caustic embrittlement. Steam-out procedures on non-PWHT’d piping and equipment require particular attention to minimise temperature excursions and localised heating, which can result in the concentration of caustic solutions. If proper care is not taken, steam tracing and other heat-related design factors can inadvertently create conditions conducive to caustic embrittlement, leading to severe material degradation and failure. Proper design practices and maintenance procedures are essential in safeguarding against such risks.
One effective way to prevent caustic embrittlement is through thermal stress relief, commonly known as Post-Weld Heat Treatment (PWHT). By applying controlled heat to materials after welding or cold working, residual stresses are reduced, which significantly lowers the potential for embrittlement. PWHT ensures that the material’s integrity is maintained, particularly when subjected to caustic environments. The effectiveness of PWHT in mitigating the risks of caustic embrittlement is well-established and often illustrated in reference materials such as Figure 2.
Crack Propagation in Caustic embrittlement
Caustic embrittlement typically propagates along the weld in the adjacent base metal, particularly in the zone of highest welding residual stress. This is the area most susceptible to cracking due to the high tensile stresses left behind after welding. However, while the base metal is the most common site for crack propagation, cracking can also occur within the weld deposit or heat-affected zone (HAZ), and in some cases, it can propagate transversely to the weld itself. The behaviour of the cracks is influenced by the local stress distribution and the specific material characteristics of the welded component.
Spider Web Pattern of Cracking
On the surface of components affected by caustic embrittlement, the cracking often takes on a characteristic appearance, sometimes described as a “spider web” of small cracks. These cracks frequently initiate at or interconnect with weld-related flaws, which act as local stress concentrators. The stress risers present in these flawed areas increase the likelihood of crack formation and provide paths for the propagation of the cracks across the material.
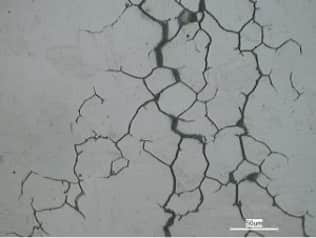
Figure 3 – Example of caustic embrittlement cracks.
Cracking in Carbon/Low Alloy Steel
To confirm the presence of caustic embrittlement, a metallographic examination is typically required. Under such an examination, cracks are often observed to be branched and predominantly intergranular. In carbon steel that has been welded and not stress-relieved, these cracks usually appear as a network of very fine cracks, often filled with oxide deposits.
Cracking in 300 Series Stainless Steel
In contrast to carbon steel, cracking in 300 series stainless steels typically exhibits a different cracking behaviour. Most commonly, cracking in these materials is transgranular, meaning it propagates through the grains of the material. However, under certain conditions, it can also be intergranular, even in non-sensitized stainless steels. The appearance of transgranular cracking can sometimes make it difficult to differentiate from chloride stress corrosion cracking (CLSCC). One key distinguishing feature is the presence of a black magnetite oxide layer on the crack surface in caustic embrittlement, which is not typically observed in chloride SCC. This oxide layer can be an important clue in identifying the cause of the cracking.

Figure 4 – Recommended operating limits for stainless steel in caustic service
Cracking in Nickel-Based Alloys
Similarly, nickel-based alloys can also be susceptible to caustic embrittlement, and the cracking in these materials can occur in either an intergranular or transgranular manner. The pattern of cracking in nickel alloys often mirrors that observed in stainless steels, with either type of crack propagation dependent on the specific alloy composition and environmental conditions.
Prevention
- Post Weld Heat Treatment – One of the most effective methods for preventing caustic embrittlement is the application of a stress-relieving heat treatment, such as Post-Weld Heat Treatment (PWHT). This process involves heating the material to a temperature of at least 620°C for a minimum of 1 hour. This treatment reduces residual stresses that are created during welding or fabrication, which are one of the primary causes of embrittlement. The same stress-relieving requirements apply to repair welds as well as both internal and external attachment welds. In cases where carbon steel is exposed to contaminated caustic solutions, stress relief may be necessary even at lower temperatures that would typically be considered safe for the material.
- Limitations of 300 Series Stainless Steel – Although 300 series stainless steels are often used as alternatives to carbon steel, they do not offer significant advantages in terms of resistance to caustic embrittlement. These alloys are still susceptible to cracking in the presence of caustic environments, particularly when exposed to high temperatures or concentrated caustic solutions.
- Nickel-Based Alloys – Nickel-based alloys, on the other hand, generally offer better resistance to caustic embrittlement compared to both carbon steel and stainless steel. These alloys are often chosen for applications involving higher temperatures and/or higher concentrations of caustic solutions. However, even nickel-based alloys are not immune to cracking. Caustic embrittlement has been observed in these alloys at high temperatures, particularly when molten caustic forms in the absence of free water. This phenomenon, referred to as “molten caustic cracking,” typically occurs at temperatures above 604°F (318°C) at atmospheric pressure.
- Avoiding Steam-Out on Non-PWHT’d Carbon Steel Equipment – Another crucial mitigation measure is to avoid steam-out procedures on non-PWHT’d carbon steel piping and equipment. Steam-out, which involves using steam to remove contaminants, can exacerbate the risk of embrittlement in untreated carbon steel due to the stresses induced by the thermal cycling. When steam-out is necessary, it is important to first perform a water wash to remove any residual caustic solutions, followed by the use of low-pressure steam for short periods to minimise exposure and prevent excessive heating. These precautions reduce the likelihood of thermal stresses that could trigger caustic embrittlement.
- Regular Inspection – Several inspection and monitoring techniques can be employed to detect surface-breaking cracks caused by caustic embrittlement. Techniques such as WFMT (Wet Fluorescent Magnetic Particle Testing), ACFM (Alternating Current Field Measurement), and ECT (Eddy Current Testing) are effective for identifying surface cracks. However, to ensure accurate detection, proper surface preparation is essential. Angle beam ultrasonic techniques such as SWUT (Shear Wave Ultrasonic Testing) and PAUT (Phased Array Ultrasonic Testing) are highly effective for detecting and sizing cracks, including those caused by caustic embrittlement.
Both Penetrant Testing (PT) and Magnetic Particle Testing (MT) can be effective for detecting surface cracks. However, PT may not always be ideal for detecting tight cracks, as the cracks are often filled with oxide, which can block the penetrant from entering the crack and revealing its presence.
For more information or expert advice on caustic embrittlement and its prevention, feel free to contact us at info@r-techmaterials.com. Our team of specialists can assist with material integrity challenges and provide support to ensure the safety and longevity of your engineering systems.